1. Select your plastic
doo-
da. I stole this from a child.

2. Glue a piece of copper wire to it. Make sure it well stuck as it will be your handle from now on.
 I drilled a little hole and glued the wire in.
I drilled a little hole and glued the wire in.
3. Clean the surface of the plastic thing with Acetone. Warning: You may need to use a less aggressive solvent on some plastics like Styrene or Acrylic. Whatever you use make sure it's a pure solvent that will evaporate without leaving anything behind.
On this head, I scrubbed with a q-tips dipped in Acetone. It's made of PVC, I think.(from this point on you will *not* touch the part to be plated)
4. As paint doesn't like sticking to PVC, I decided to use a plastic primer. This is not necessary on all plastics. The solvents in the spray paints bite into some, like the ones I mentioned above, quite well.

This needs 20
min's to dry before you coat with...

5. Zinc Protect. Look at that! 90% Zinc! I did try another zinc 'cold galvanizing' spray which was just glorified decorative silver spray paint. This can is quite heavy. It dries to a very
matt grey, which means very little binder.
That's good for conductivity.

It is important that the zinc spray overlaps from the plastic surface to the copper wire. You can see in the picture it has gone halfway down the wire. Don't forget; no touching the object.
Now clamp it standing up, somewhere warm. And leave it overnight. The solvents must all evaporate out of the paints and they need to cure before the next step. (the less solvent there is, the more the binder shrinks. Therefore the closer the zinc
particles are to each other and the more conductive it is.)
 That's
That's it next day. Dry and cured.
5. The magic. Get some copper plating solution and decant a bit into a jar.(You should have you gloves and goggles on by now) You can make up your own but commercial solutions have special additives called
brighteners in them and it makes a huge difference to the quality of the finish.

I got this bottle from a company in the UK called
Balco.
So go a*head* and dip you painted object in...

When it comes out it looks like this! All covered in copper!

I find it needs a bit of time to get a good coating. I jiggle it around in the solution for 60 sec or so.
Initially it will give off some gas as little bubbles all over it surface.
This is important:
What is happening is the copper in the solution is replacing the surface layer of zinc. The moving of the piece in the solution ensures that the reacted zinc is rinced off the piece allowing the copper to take its place.6. Now your on to electroplating. This is my set up:

I had to put the vice grips on to weigh the head down because it was floating all the time. Your piece should be submerged so the
bare copper wire in just in the solution.

I'm not going to go into how you do electroplating as it is another subject. There is lots of info
available on the net and even in books!
Whats important is
starting current. As your piece may not be 100% conductive all over you must start plating at a very low current density.
That's what they call it "current density".

You can see
initially I'm at 100
mA.
Unfortunately I
don't have current control on my
cheepo power supply but by voltage seems to work
ok.

You'll know if you current density is OK by watching for burning at the wire in the solution. If there is brown gunk developing there drop power by half and watch...
Once you have that minimum level set you can let it plate for a minute or two. Now check it. You may see copper spreading down along the wire over the painted area. Or, on this one, it was plating all over straight away.
Once it is plating all over you can up the current!
The formula is:
Surface in Cm2*0.05= Plating current in AmpsI
considered the head to be a cylinder and did a rough estimation from that.
I should note here, it is important to have
adequate surface area on your copper electrodes. Twice the surface area you are plating is a good idea.

You can see here I have an electrode at either side of the tank.

Up to 1.8 Amps. I let it plate like that for 2 hours. If you can pump a bit of air through your plating mix it is a good idea. A fish tank
airator works well.
I stirred the solution around every few minutes as I checked the progress. Lack of agitation can lead to streaks in the metal being deposited.

You can see the thickness of the metal deposited on the wire. Too thick is not
necessary, as this is only a decorative finish.

After a bit of polishing this was the result! I could now burn out the plastic and be left with a hollow copper form.

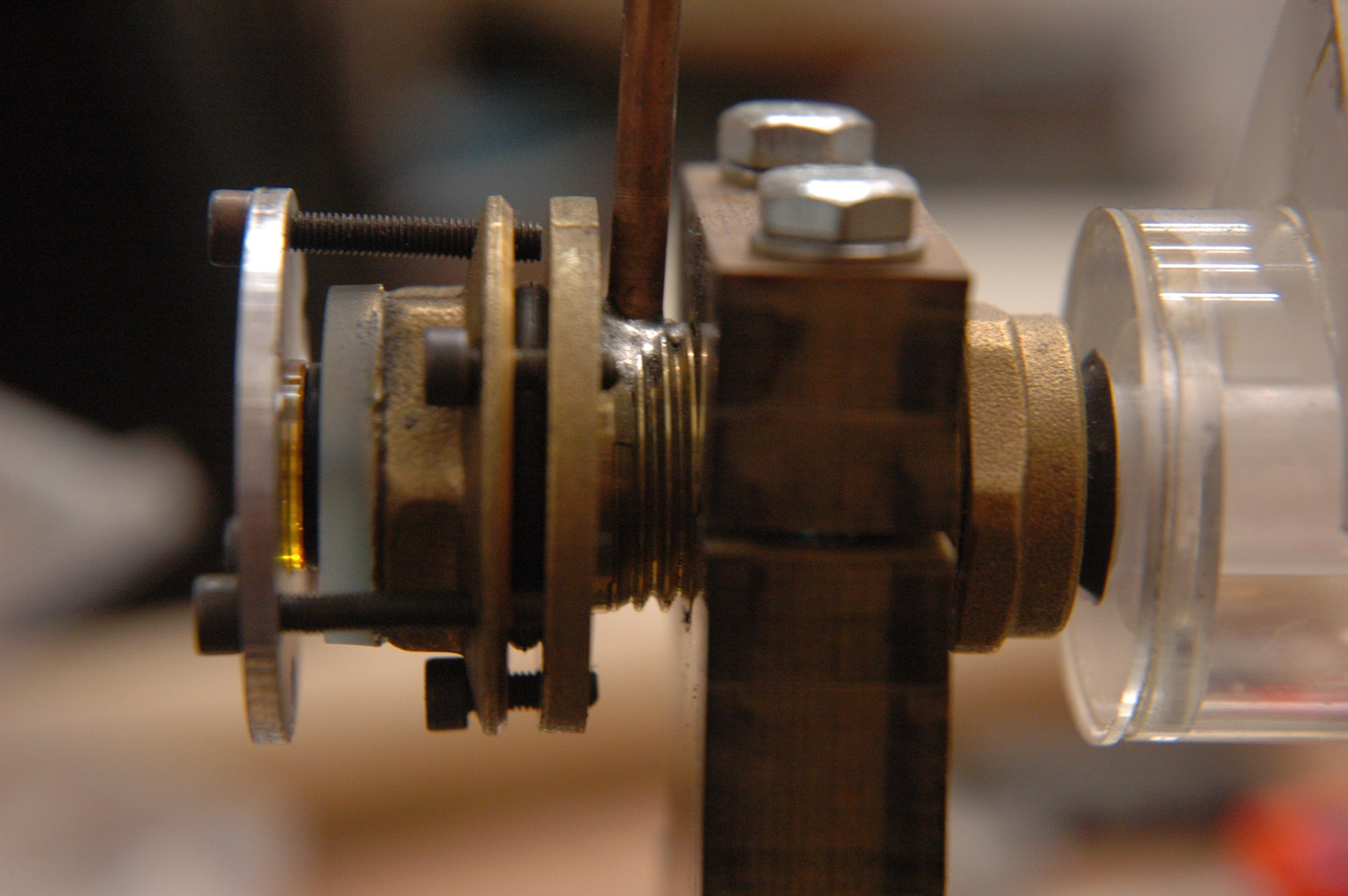
 There it is assembled.The pictures are pretty much self explanatory, I think. By the way, I have not tried pump this down yet. And I have not used any grease on the o-rings. I would rather see if I can get away without it. Silicone is a creep.
There it is assembled.The pictures are pretty much self explanatory, I think. By the way, I have not tried pump this down yet. And I have not used any grease on the o-rings. I would rather see if I can get away without it. Silicone is a creep.


































